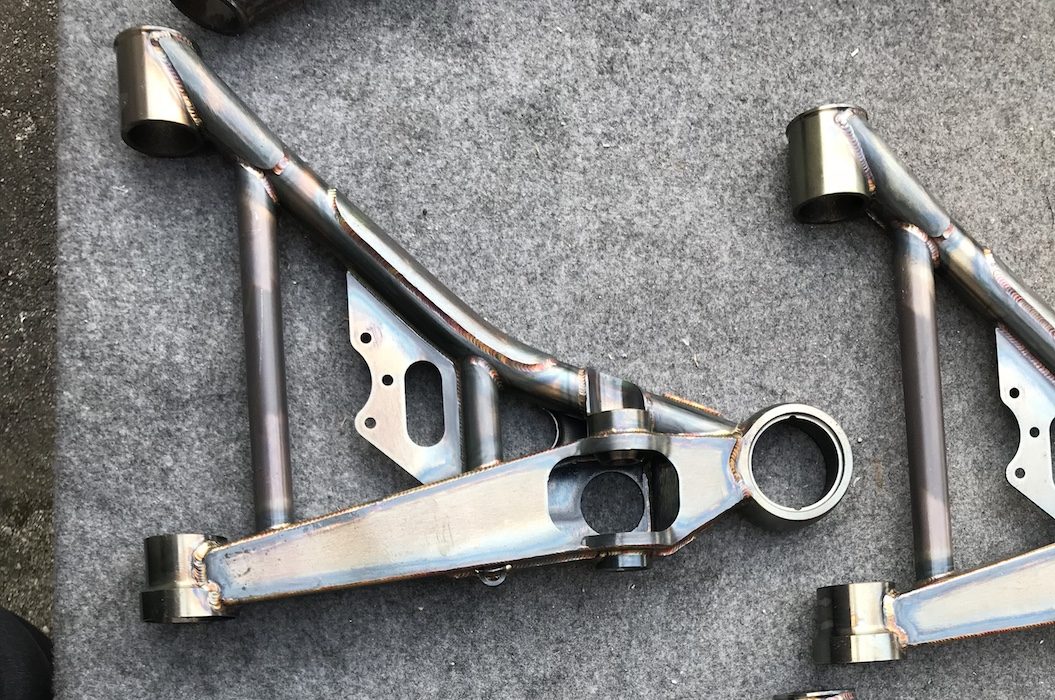
Target: Inspection of the welding line of the wishbone
Service: SIP (Standard Inspection Process)
Technology: Magnetic yoke and fluorescent powder
Description: Inspection with fluorescent magnetic particle intended to find any relevant discontinuity along the welds or subsurface defects. The magnetic test covered 100% of the welds with the purpose of assessing any relevant crack that can break the wishbone when under strain. In fact, even the smallest crack if stressed spreads, causing the collapse of the component.
CASE 2
Target: Inspection of the welding line of the back camber link
Service: SIP (Standard Inspection Process)
Technology: Flaw finder Dye Penetrant Spray
Description: Dye penetrant inspection is an effective testing method to locate opened surface-breaking defects
CASE 3
Target: Inspection of the welds of forged and machined components
Technology: Magnetic yoke and white paint and black powder
Description: NDI Inspection of the welding process by using the magnetic technique. The magnetic test covered 100% of the welds with the aim of detecting cracks that compromise the quality of the component. This was the second inspection: during the first one we noticed that there was an overall lack of fusion due to the shape of the item. We suggested a different welding process that leaded to 1 flawed item out of 80.